Application of ceramic injection molding technology
With the rapid development of CIM technology, ceramic injection molding products have been applied in some aspects
- One third of Swiss watch cases are produced using ceramic powder injection molding technology, and the material is zirconia, a ceramic material that never wears.
- Japan has industrialized zirconia fiber connectors with inner hole diameter of 0.015mm.
- The United States has realized the production of zirconia hair clippers and the application of silicon nitride components in engines.
- Developed ceramic lining of precision double helix mixer and ceramic nozzles with double threads in the State Key Laboratory of Powder Metallurgy of Central South University of Technology of China. The zirconia sensor was successfully developed by the School of Materials Science and Technology of Huazhong University of Science and Technology using CIM technology.
Basic process flow chart of ceramic injection molding
Powder, binder, dispersant, lubricant — mixing — degassing granulation — injection — degreasing — sintering — Product testing
Ceramic Injection molding technology for ceramic powder requirements
- Powder should be specially prepared for high limit filling density and low cost;
- The powder does not agglomerate;
- The shape of powder is mainly spherical;
- There is enough friction between the powder to avoid deformation or collapse of the billet after the binder is removed. In most cases, the natural slope Angle should be greater than 55°;
- In order to facilitate rapid sintering, it should have a small average particle size, generally less than 1 μm;
- The powder itself is dense, without internal pores;
- The surface of the powder is clean and does not react chemically with the binder.
Injection molding binder system
Binders in injection molding have two basic functions.
First of all, the powder can be evenly mixed in the injection molding stage, and the powder can have good fluidity after heating;
Secondly, the binder can maintain the shape of the body after injection molding and during degreasing.
It can be said that binder is the core and key in powder injection molding technology, and each improvement and breakthrough of injection molding process is accompanied by the birth of a new bonding system. In CIM , because the powder particle size is smaller than that of metal powder injection molding, the fluidity of the powder itself is poor, and the gap between the powder and the binder after mixing is very small, resulting in difficult degreasing, which puts forward more demanding requirements for the binder. Therefore, as a ceramic injection molding binder, the following conditions must be met:
1. Good mobility. The viscosity of injection molding should be moderate, the viscosity is too high, the powder can not be effectively dispersed in the binder, it is not only difficult to mix, but also difficult to get a uniformly mixed billet, which is easy to produce molding defects; Too low viscosity will cause the delamination of ceramic powder and binder, and viscosity can not fluctuate too much with temperature, otherwise defects will occur.
2. The binder must be able to wet the powder well and have a good adhesion effect on the powder. Usually in order to improve the wetting performance of the binder, some surface active substances should be added to reduce the viscosity of the mixture and increase its fluidity. At the same time, the binder wets the particles to produce capillary force to adsorb the particles and keep the body from deformation. In order to ensure the stability of the billet, the powder should be inert relative to the binder.
3. The binder is composed of multi-component organic matter. It is difficult for a single organic binder to meet the fluidity requirements, and after one of the components is degreased out, an open porosity is formed, which is conducive to the exclusion of the remaining binder. Practice has proved that the degreasing rate of multi-component binder is much faster than that of single component binder and the defects are much less. Of course, organic polymers with multi-component binders are compatible.
4. The binder has high thermal conductivity and low thermal expansion coefficient. This not only avoids the defects caused by thermal stress, but also reduces the thermal shock to the body and reduces the defects.
5. In addition, the binder must also be non-toxic, non-polluting, non-volatile, non-moisture absorption, and the cyclic heating performance does not change.
Comparison of the advantages and disadvantages of various binder systems
|
System |
Primary component |
Advantage |
Disadvantage |
|
Thermoplastic system |
Paraffin, polyethylene, polypropylene |
Good applicability, good fluidity, easy molding, high powder loading, easy to control the injection process |
The degreasing time is long and the process is complicated |
|
Thermosetting system |
Epoxy resin, phenol resin |
The injection blank has high strength and fast degreasing speed |
The injection process is difficult to control, poor applicability and many defects |
|
gel system |
Methyl cellulose, glycerin, boric acid |
Less organic matter, fast degreasing speed |
The strength of green body is low and degreasing is difficult |
|
Water-soluble system |
Cellulose ether, AGAR |
Fast degreasing speed |
Powder loading is small |
Several common binders in CIM are composed
In recent years, the most typical binders often used in various ceramic powder injection molding in the world. As can be seen from the table, the binders used in CIM mainly belong to the thermoplastic multi-component system.
|
Powder composition |
Binder composition |
system |
|
Si3N4 |
PW+EVA+PP+PE+SA PW+PP+SA |
thermoplastic |
|
ZrO2 |
PW+EVA+SA |
thermoplastic |
|
Al2O3 |
PW+PP+SA |
thermoplastic |
|
SiC/Si3N4 |
PW+SA |
thermoplastic |
Preparation of CIM mixture
A mixture is a mixture of powder and binder. In the entire injection molding process, the preparation of the powder and polymer binder mixture is one of the most important steps. The process requires the mixture to have good homogeneity, good rheological properties and good degreasing characteristics.
For the selected mixing technology, the main role is to match the rate, temperature and time. However, if the mixing speed and temperature are too low, no matter how long the mixing time can not be uniform.
The rheological problem of PIM is mainly the evaluation and characterization of the viscosity of the mixture.
Injection molding
The purpose of injection molding is to obtain a CIM forming body with no defects and uniform particle arrangement in the desired shape. The prepared mixture can generally be injected into the ordinary plastic injection molding machine, or can be injected into the special powder injection machine. Molding process parameters generally include injection temperature, injection pressure, injection speed, pressure holding pressure, pressure holding cooling time and mold temperature. If the process parameters are not properly controlled, it is easy to produce various defects. Injection defects cannot be eliminated in the subsequent process, so this process must be strictly controlled, which is critical to improving product yield and material utilization.
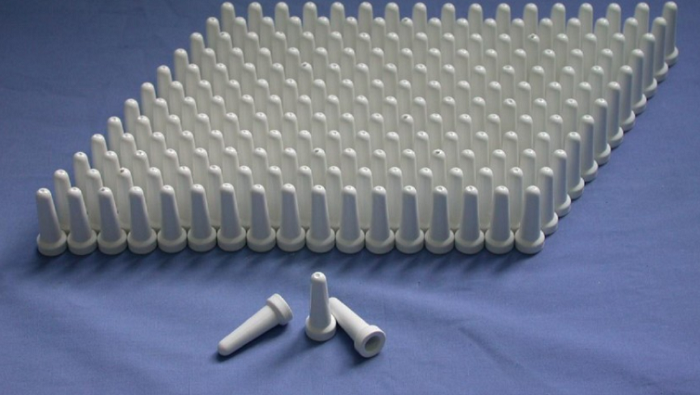
Zirconia injection molding parts
Control of defects in ceramic injection molding process
The control of defects in the injection molding process can be considered from two aspects: on the one hand, the relationship between molding temperature, pressure and time is set; The other aspect is the flow of feed in the mold cavity when filling. Because most CIM products are small parts with complex shapes and high precision requirements, the flow of mixture in the mold cavity involves mold design issues, including the location of the feed port, the length of the flow channel, the location of the vent hole, etc., which requires a clear understanding of the parameters of the mixture flow property, the temperature in the mold cavity and the distribution of residual stress.
Ceramic sintering
The sintering process is mainly to control the grain size growth of ceramics, obtain the required phase materials, and ensure the high sintering density and dense ceramic sintered body.
Sintering process two important parameters: sintering temperature and sintering time
New ceramic injection molding process
Powder co-injection molding (PCM) is a new development of powder injection molding. This technique uses a double-barrel injection molding machine to successively inject two different powder/binder mixtures into the mold cavity. This process allows the surface treatment to be done during injection molding, rather than after the finished product is prepared. The preparation and surface treatment of the product can be completed in a single process, which is itself very attractive from a technical and economic point of view.
Low pressure injection molding technology, in terms of the injection process itself, low pressure injection process is better than high pressure injection. The feeding of the general viscosity between 1.5-4.0Pa.s can be completed by 0.8Mpa compressed air, which can remove the hydraulic system, injection piston and connecting rod system in the traditional equipment. It can be seen that the advantages of low-pressure injection are low pressure gradient in the injection green, small mold wear, non-stick mold feeding, avoiding the feeding pollution caused by the wear of the injection piston and the non-separation of powder/binder. In addition, there is low energy consumption, small equipment size, simple structure and low cost.
Media Contact
Company Name: Ningbo Jiehuang Chiyang Electronic Tech Co.,Ltd.
Email: Send Email
Phone: +86 13605745108
Address:Room 306, C-Area Building No.10, R &D Park, No 999, Yangfan Road, High-Tech Zone
City: Ningbo city, 315000
State: Zhejiang
Country: China
Website: https://www.jhpim.com/