Aluminum alloy vacuum chambers are critical components in semiconductor manufacturing, providing the controlled environment required for processes like deposition, etching and ion implantation. Their design demands extreme precision, corrosion resistance and compatibility with ultra-high vacuum (UHV) conditions.
Below is a detailed breakdown of their fabrication using CNC machining and advanced welding techniques.
Material Selection and Design
High-purity aluminum alloys (e.g., 6061 or 7075) are preferred for their low hydrogen permeability, reduced magnetic interference and excellent thermal conductivity. These properties minimize contamination in vacuum environments and ensure stable performance during thermal cycling. The design phase involves finite element analysis (FEA) to optimize structural integrity and gas flow dynamics, while CAD models guide CNC machining paths for intricate features like gas inlets, wafer holders and cooling channels.
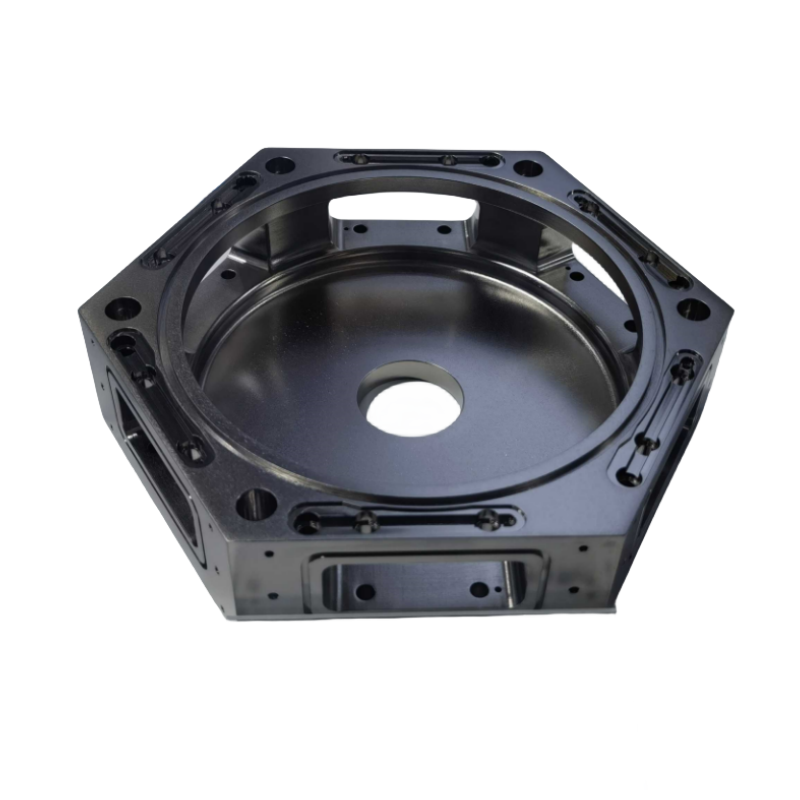
CNC Machining: The Foundation of Precision
The manufacturing process begins with five-axis CNC milling, which carves complex geometries from solid aluminum blocks with micron-level accuracy.
Key steps include:
1. Roughing: Removing excess material to form the chamber’s basic structure.
2. Finish Machining: Polishing critical surfaces (e.g., flange sealing areas) to Ra ≤ 0.8 μm to ensure airtightness.
3. Feature Integration: Drilling holes for sensors, valves and vacuum pumps while maintaining strict dimensional tolerances.
For large chambers, CNC machining is often combined with additive manufacturing to create lightweight internal supports without compromising structural rigidity.
Advanced Welding Techniques
Traditional arc welding (e.g., TIG) is replaced by stir friction welding (FSW) and laser-MIG hybrid welding to address aluminum’s challenges.
– FSW: A solid-state process that eliminates porosity and reduces thermal deformation. It involves a rotating tool that friction-heats and joins aluminum plates, ideal for large chambers requiring minimal post-weld machining.
– Laser-MIG Hybrid Welding: Combines laser precision with MIG filler material to achieve deep penetration (up to 15 mm) and high welding speeds (0.8 m/min), critical for thick-walled components.
Both methods ensure hermetic seals and comply with SEMI standards for particle contamination.
Surface Treatment for Contamination Control
Aluminum’s inherent oxide layer is enhanced through vacuum brazing or electrochemical polishing to improve corrosion resistance and reduce outgassing. For example:
– Vacuum Brazing: Uses low-melting-point alloys under UHV to join components without flux, minimizing residual contaminants.
– Electropolishing: Removes surface irregularities and creates a smooth, passive oxide layer, critical for preventing particle adhesion in cleanroom environments.
Alternative coatings like electroless nickel plating or ceramic thermal sprays are used when anodization is unsuitable due to porosity concerns.
Quality Assurance and Testing
1. Dimensional and Structural Checks
CNC-machined parts undergo coordinate measuring machine (CMM) inspection to verify tolerances. Weld integrity is assessed via radiographic testing and ultrasonic scans to detect internal defects.
2. Vacuum Performance Testing
– Helium Mass Spectroscopy: The gold standard for leak detection, using helium gas to identify leaks as small as 1×10⁻¹² mbar·L/s. Chambers are tested under vacuum or positive pressure to simulate operational conditions .
– Bake-Out Procedures: Chambers are heated to 150–200°C under vacuum to desorb trapped gases, ensuring UHV compatibility (<1×10⁻⁹ mbar) .
3. Particle and Contamination Analysis
Final cleaning involves ultrasonic baths and deionized water rinses to remove machining debris. Chambers are then tested for particle counts (ISO Class 4–6) and trace metal contaminants using inductively coupled plasma (ICP) spectroscopy.
Aluminum alloy vacuum chambers are widely used in
– Semiconductor Etching: Chambers for reactive ion etching (RIE) require precise gas flow control and resistance to corrosive plasmas.
– Physical Vapor Deposition (PVD): High-purity aluminum chambers enable uniform thin-film deposition for advanced packaging.
– Molecular Beam Epitaxy (MBE): UHV chambers with cryogenic cooling systems support atomic-level material growth.
The fabrication of aluminum alloy vacuum chambers demands a blend of CNC precision, advanced welding, and rigorous quality control. By integrating FSW, laser-MIG hybrid welding, and state-of-the-art surface treatments, manufacturers achieve chambers that meet the semiconductor industry’s most stringent requirements for purity, durability, and performance. As the demand for smaller, faster semiconductors grows, these technologies will continue to push the boundaries of what’s possible in vacuum engineering.
Media Contact
Company Name: Shanghai Miandi Metal Group Co., Ltd
Email: Send Email
Country: China
Website: https://www.aviationaluminum.com/