Deep Dive: Why Your Press Brake Needs a “Crowning System” (Hydraulic vs. Mechanical)
When reviewing a quotation for a CNC Press Brake, you might see a line item labeled”Crowning System” (or Deflection Compensation). Many buyers, looking to cut costs, often ask: “Do I really need this?”
If you primarily process sheet metal longer than 2.5 meters, or if your customers demand angle precision within ±0.5°, the answer is yes. In fact, choosing the right type of crowning is critical for your production quality.
1. The Problem: The Dreaded “Canoe Effect”
Have you ever experienced this scenario? You bend a 3-meter long sheet of steel. When you measure it:
The left end is a perfect 90°.
The right end is a perfect 90°.
But the middle is 92° or 93°.
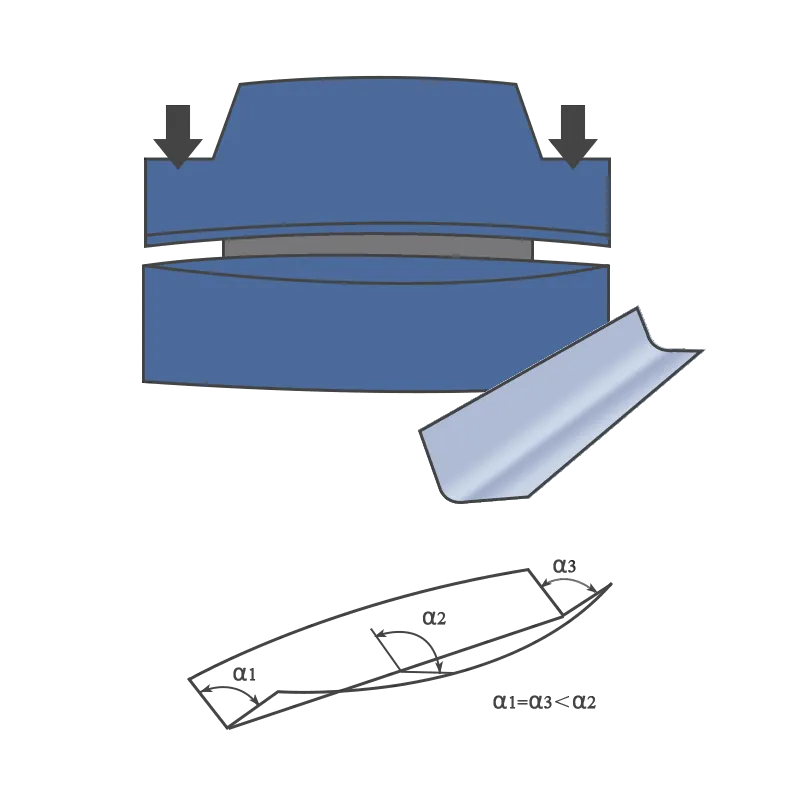
This isn’t a problem with your operator or your tooling. It is simple physics.
When the Press Brake Ram (upper beam) applies tons of force downwards, and the lower table resists that force, the machine structure undergoes elastic deformation.
The Ram bows upwards slightly.
The lower table bows downwards slightly.
This creates a gap in the center. Consequently, the punch does not press as deep into the die in the middle of the machine as it does at the ends. Since bending angle is determined by depth, the middle remains “open” (larger angle).
2. The Solution: How Crowning Works
To counteract this natural deformation, engineers developed the Crowning System.
The principle is simple: We artificially create a “hump” (convex curve) in the center of the lower table.
If the machine’s force causes the table to bow down by 0.5mm, the crowning system pre-bends the table up by 0.5mm. These two forces cancel each other out, ensuring the top and bottom dies remain perfectly parallel along the entire length of the bend.
3. The Showdown: Hydraulic vs. Mechanical Crowning
There are two main technologies available in the market today. Which one fits your needs?


A. Hydraulic Crowning (The Standard Choice)
This is the most common system found on standard CNC press brakes.
How it works: A group of hydraulic cylinders are installed inside the lower beam. When the machine bends, the CNC system calculates the required force and pumps oil into these cylinders to push the center of the table up.
Pros: Cost-effective; no manual adjustment needed; reliable for general fabrication.
Cons: It provides a “zone-based” compensation, meaning it cannot fine-tune specific points along the bed. Over time, hydraulic seals may wear out, affecting stability.
B. Mechanical Crowning (The High-Precision Choice)
Often referred to as “Wedge Compensation,” this is the preferred standard for high-end machines (similar to the famous Wila technology).
How it works: Inside the worktable, there are two rows of wedges. The bottom row moves horizontally, driven by a motor. As the wedges slide over each other, they physically lift the table surface.
Pros:
Stability: It is a rigid mechanical connection. It does not fluctuate with oil temperature or pressure.
Precision: The curve of the wedges is machined to perfectly match the deflection curve of the ram.
Off-Center Bending: If you frequently bend parts on the left or right side (not the center), mechanical systems handle this better than hydraulic ones.
Cons: Higher initial investment.
4. Buying Guide: Which One Should You Choose?
Use this table to make your decision:
|
Your Production Scenario |
Recommended System |
Why? |
|---|---|---|
|
Short parts / Thin sheets (<2.5m) |
None / Basic |
Deformation is negligible. |
|
General Boxes, Carbon Steel |
Hydraulic Crowning |
Best value for money. Sufficient for most ±1° tolerance jobs. |
|
Stainless Steel, Aluminum Facades, Long Parts (>4m) |
Mechanical Crowning |
High consistency required. Pays for itself by reducing scrap rate. |
5. Conclusion
Do not let a massive machine fail due to a fraction of a millimeter of deflection. A Crowning System is not an “extra cost”—it is an insurance policy for your accuracy.
If you are unsure how much compensation force your specific products require, contact our engineering team. We can calculate the optimal machine configuration for your material type and thickness.
Media Contact
Company Name: Ma’anshan Dama Machinery Manufacturing Co., Ltd.
Email: Send Email
Country: China
Website: https://www.damacncmachine.com/